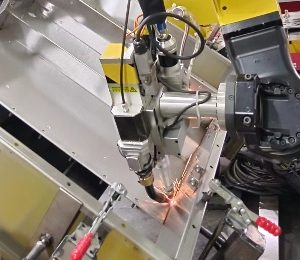
Sheet metal is a comprehensive cold working process for metal sheets (usually below 6mm), including shearing, punching/cutting/compounding, folding, welding, riveting, splicing, forming (such as car body), etc. Its notable feature is the uniform thickness of the same part. The products processed by the sheet metal process are called sheet metal parts. The sheet metal parts referred to by different industries are generally different, and they are mostly used for the name of assembly.
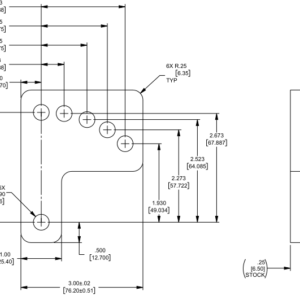
As the application of sheet metal becomes more and more widespread, the design of sheet metal parts has become a very important part of the product development process. Mechanical engineers must be proficient in the design skills of sheet metal parts, so that the designed sheet metal meets the requirements of the product. The requirements of function and appearance can make the stamping die manufacturing simple and low cost.
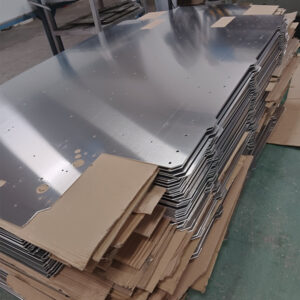
todayStainless steel sheet metal partsThe manufacturer will talk to you about the common problems and treatment methods of sheet metal processing bending:
1.a. Problem: The workpiece deforms at the bending place after bending.
b.Cause of occurrence: The deformation is mainly caused by the fast bending speed, and the hand does not keep up with the speed of the bending deformation of the workpiece.
c.Solution: Reduce the bending speed, hold the workpiece and the workpiece at the same time.
2. a. Problem: When bending a long workpiece, the angle will be large at one end and small at the other end.
b. This situation is generally caused by the following situations:
(1). The thickness of the material is inconsistent, one end is thick and the other is thin.
(2). Due to wear and tear of the upper mold, the height of one end is smaller than the other end.
(3). The middle block is not balanced and not on the same level.
c. Solution:
(1). Feedback to the laser, let it pay attention to the material selection.
(2). Change the tool die.
(3). Adjust the middle block
3.a.Problem: When bending and Z-folding, sometimes the workpiece will be deformed.
b. Cause of occurrence: This situation is mainly due to the fact that C is the post-fixed position. When the B is bent, the workpiece bends and rises, hits the post-fixed rule, and is squeezed by the post-fixed rule. After bending, D The place was squeezed out of shape.
c. Solution: Use the post-regulation and post-pull function.
Copyright statement: Dalian Jinzhou Tengda Metal Components Co., Ltd. reprinted works are indicated at the source, and the source is not indicated and the reprint is for the purpose of transmitting more information, and does not mean agreeing with its views or verifying the truthfulness of its content sex. If the reprinted works infringe the author’s authorship rights, or have other damages such as copyright, portrait rights, intellectual property rights, etc., this website is not intentional, and will be corrected immediately after receiving notification from the relevant right holder.