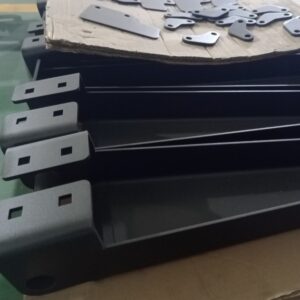
Painting requirements
- Rust, scale, grease, dust, soil, salt and dirt must be removed from the surface of all steel parts to be painted before painting.
- Before derusting, remove grease and dirt on the surface of steel parts with organic solvent, alkali liquor, emulsifier and steam.
- The time interval between the surface to be painted after shot peening or manual derusting and the primer shall not be more than 6h(Custom bracket).
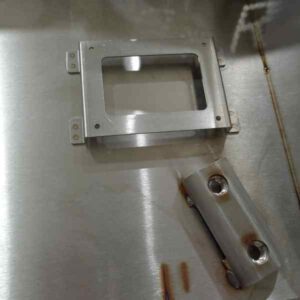
- The surfaces of riveted parts in contact with each other must be coated with anti rust paint with a thickness of 30 ~ 40 before connection.
- The overlapping edge shall be closed with paint, putty or adhesive.
- The primer damaged due to processing or welding shall be repainted.
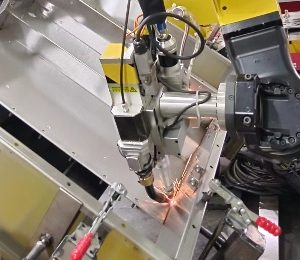
Welding requirements
- The defects must be completely removed before welding, and the groove surface shall be flat and smooth without sharp corners.
- According to the defects of steel castings, the defects in the welding area can be removed by shovel excavation, grinding, carbon arc air gouging, gas cutting or machining.
- Sand, oil, water, rust and other dirt within 20mm around the welding area and groove must be completely cleaned.
- In the whole process of welding, the temperature in the preheating zone of steel castings shall not be lower than 350 ° C.
- If conditions permit, weld at the horizontal position as far as possible(CNC Stamping Parts).
- During repair welding, the welding rod shall not swing laterally.
- When the surface of steel castings is stacked and welded, the overlap between weld beads shall not be less than 1 / 3 of the weld bead width. The welding meat is full, and the welding surface is free of burns, cracks and obvious nodules. The appearance of the weld is beautiful, and there are no defects such as meat biting, slag addition, air hole, crack, splash and so on.
QUICK LINKS: FAQ | Metal Manufacturing in China | CNC Sheet Metal | Laser Cut Sheet Metal Cost | Sheet Metal Custom | Electronics case | Wholesale Sheet Metal | Metal Frames | Sheet Metal Chassis | Custom aluminium enclosure |